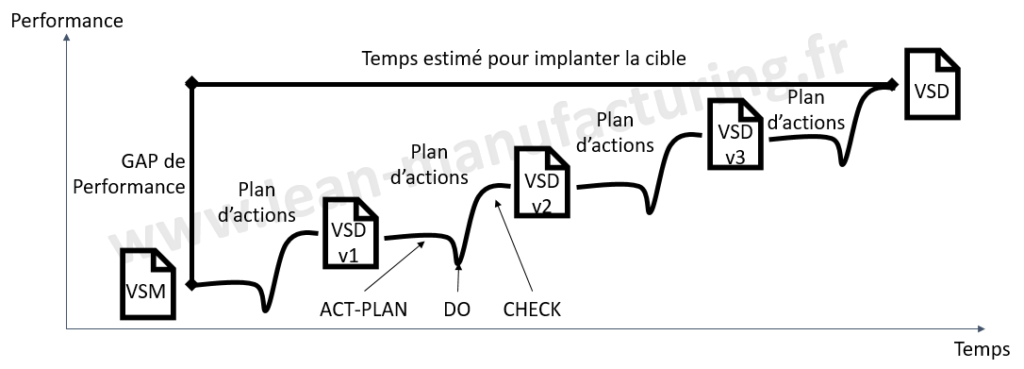
En définissant votre flux cible (VSD), et en connaissant votre situation actuelle (VSM) vous en déduirez les actions à mener pour parcourir l’écart entre la VSM et la VSD.
 Votre plan d’actions général peut-être découpé en plans d’actions intermédiaires. Chaque plan d’action sera découpé en 4 phases:
Votre plan d’actions général peut-être découpé en plans d’actions intermédiaires. Chaque plan d’action sera découpé en 4 phases:
-
- Plan: L’équipe planifie les activités de transformation,
- Do: Transformation du périmètre selon le plan. Cette transformation est souvent accompagnée d’une perte de performance.
- Check: Vérification de la performance du nouveau flux et correction des anomalies,
- Act: Prise en compte des erreurs lors des phases précédentes afin d’améliorer les phases suivantes. Et redéfinition des VSD suivantes, à l’aide de l’expérience acquise.

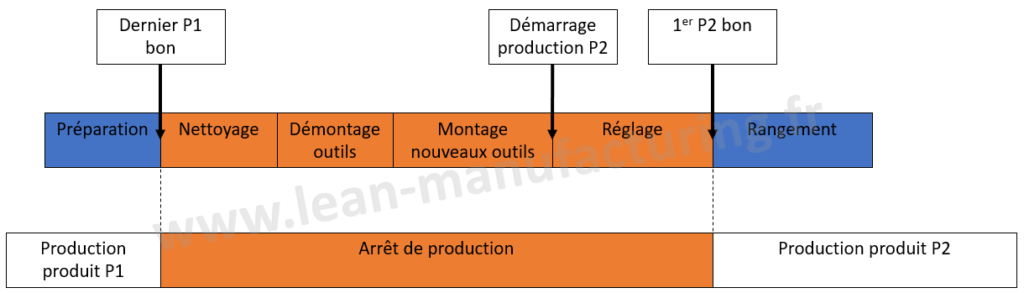
 L’approche lean ne remet pas en cause la notion de lot économique mais recherche à diminuer la taille du lot économique afin de le réduire à une taille égale à 1. Or d’après la courbe il n’existe que 2 façons :
L’approche lean ne remet pas en cause la notion de lot économique mais recherche à diminuer la taille du lot économique afin de le réduire à une taille égale à 1. Or d’après la courbe il n’existe que 2 façons :
-
- Augmenter le cout des stocks (et vous le faites en réduisant les places disponibles dans votre secteur même si cette augmentation est incitée),
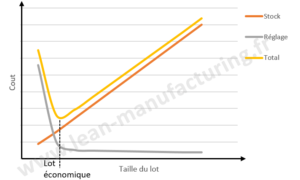
- Réduire l’effet de réglage. C’est l’approche de la méthode SMED (Single Minute Exchange Due). Cette méthode analytique, conceptualisée par Shigeo SHINGO dans les années 70, vise à réduire les arrêts de production en réduisant les temps des opérations internes.
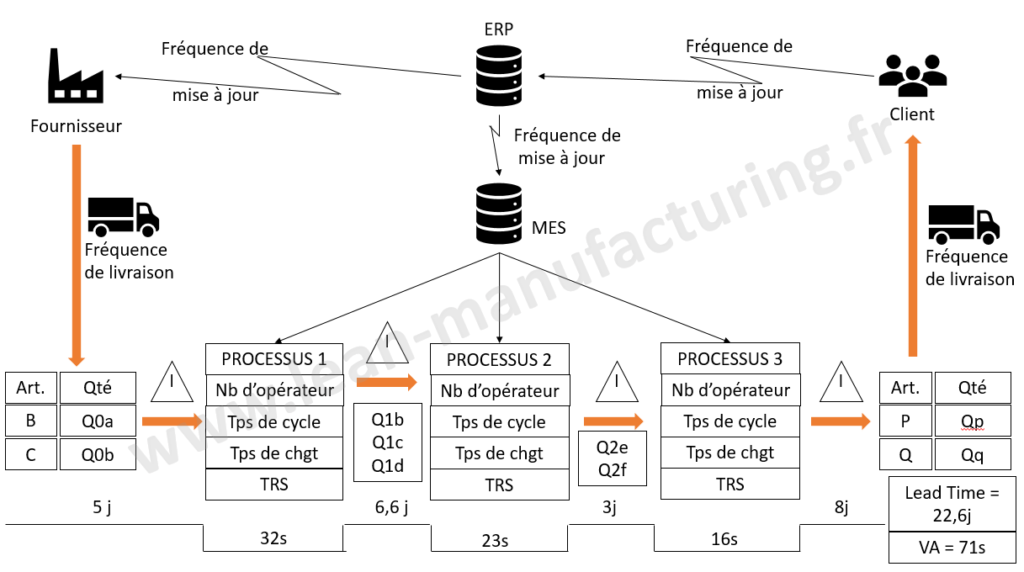
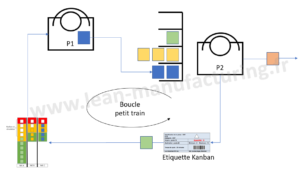 Le poste 2 consomme des pièces fabriquées par le poste 1.
Le poste 2 consomme des pièces fabriquées par le poste 1.
Chaque fois qu’il utilise un kanban de pièces, il scanne le code barre de la kanban donnant l’ordre de fabrication au poste 1, et dépose le kanban dans une zone de retour.
Le poste 1 fabrique selon l’OF et les place dans un kanban. Lorsque le contenant est plein il attache au contenant une Kanban et dépose ce kanban dans une zone d’envoi.
En parallèle, un petit train se déplace entre le poste 1 et le poste 2 pour charger et décharger les kanbans pleins ou vides.
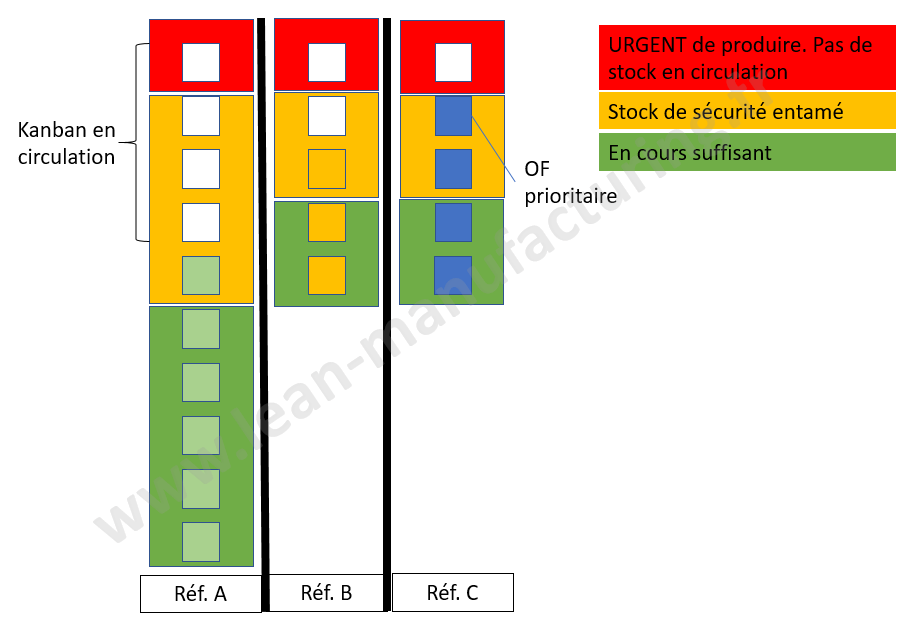
Quand un poste de travail réalise plusieurs types de pièces, le système kanban doit lui donner l’ordre de priorité. C’est le rôle du planning à Kanbans.